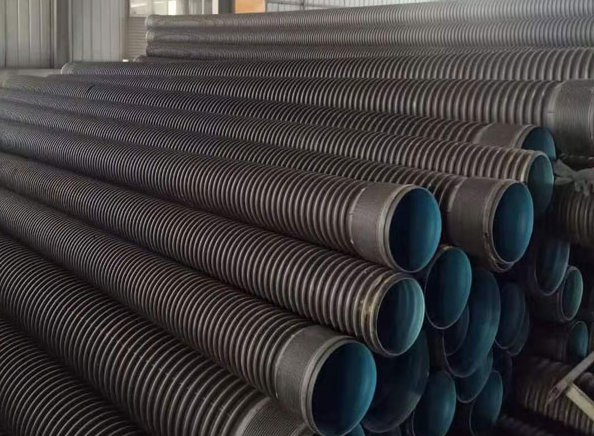
湖北橫闊商貿主營:波紋管|hdpe波紋管|雙壁波紋管|hdpe雙壁波紋管|鋼帶波紋管,PE排水(shuǐ)管,業務覆蓋:湖北/武漢/黃石/十堰/荊州/宜昌/襄陽/鄂州/荊門(mén)/孝感/黃岡/鹹甯/随州/恩施|

熱熔擠出焊接是采用(yòng)專用(yòng)熱風(fēng)擠出焊接工(gōng)具,先将管材被連接兩端加熱,焊槍擠出熔融的聚乙烯料,把連接縫兩端的聚乙烯材料熔融接成一體的連接方法。其連接結構是把聚乙烯材料熔融成整體的連接方法,屬剛性連接。
在焊接前先檢查待焊接管材兩端面是否切割平整(如端面不平整,應進行修)。将待焊面控制在管材波谷居中位置,兩被焊管材調正到(dào)同一軸線(讓管材斷開(kāi)部位盡可能(néng)對(duì)齊);接口處需留1-3mm間隙,以便于焊接(但(dàn)很(hěn)大(dà)縫隙一般不超過5mm)。若達不到(dào)要求,則要用(yòng)工(gōng)具對(duì)接口進行局部修切。修切工(gōng)作(zuò)可以從(cóng)管外(wài)或管内(φ800以上(shàng)的管道(dào))進行。焊接區(qū)域要*清潔、幹燥。不得有塵土和(hé)其他(tā)雜(zá)質存在;并對(duì)焊接區(qū)域内、外(wài)表面進行打磨處理(lǐ),除掉氧化表層。

焊接所用(yòng)的焊條一般應由管材生産廠(chǎng)配套提供,要求與生産管材所用(yòng)的聚乙烯材料相同或與管材相融好(hǎo)的材質焊條,鋼帶管要求斷面爲圓形、該焊條粗細一緻并符合所選用(yòng)焊槍焊接性能(néng)的要求。此焊條還要求潔淨、幹燥、無任何污漬。
強調要使用(yòng)帶熱風(fēng)裝置的良好(hǎo)擠出焊機。焊接時(shí)熱風(fēng)裝置要将焊管材接縫端的聚乙烯預熱,使擠出的熔融聚乙烯能(néng)夠與管材融爲一體。所有焊接斷面要飽滿,不能(néng)有漏焊和(hé)斷口。
對(duì)管徑大(dà)于800mm的管材,一般應進行内外(wài)雙面焊接。

|
黃石楚龍商貿有限公司 聯系人:郭經理(lǐ) 聯系電話(huà):18062269600
備案号: 地址:湖北省襄陽市襄州區(qū)名城(chéng)路安泰物流園内橫闊商貿
|
|
|
 |